


修磨业务
Grinding Business
图片展示
| 序号 | 图片 | 描述 |
| 1 |  |
合金钻头(含普通钻尖,平面后角钻尖,带圆弧横刃(SE型)钻尖等特殊钻头)。其中SE型钻尖钻头必须用数控工具磨床修磨,其他钻尖视精度而定。 |
| 2 |  |
带内冷钻孔的硬质合金直槽钻。用探针探测刀具冷却孔的位置,用数控工具磨床磨削。 |
| 3 |  |
阶梯钻头(阶梯角度和长度可严格控制)。要控制阶梯长度须用数控工具磨床,否则,可以用APE40A就可以修磨。 |
| 4 |  |
硬质合金铣刀,用数控工具磨床OCTUPUS100或 IDEAL修磨。 |
| 5 |  |
倒角刀具,用数控工具磨床OCTUPUS100或 IDEAL,也可用APE40修磨,试精度要求而定。 |
| 6 |  |
中心钻,用数控工具磨床OCTUPUS100或 IDEAL修磨。 |
| 7 |  |
各种类型的轮廓铣刀,用薄片砂轮在BT-150D四轴数控工具磨床上修磨。 |
| 8 |  |
硬质合金球头刀具或带圆弧倒角的铣刀(R型刀具),数控工具磨床OCTUPUS100或IDEAL修磨。 |
| 9 |  |
燕尾槽刀具,手动工具磨床PP-50修磨。 |
| 10 |  |
带前引导的沉孔锪钻,用手动设备APE40A修磨。前引导部分上外圆磨床。 |
| 11 |  |
三刃或四刃丝锥。合金丝锥都用数控工具磨床修磨,高速钢(HSS)用手动设备APE40A修磨。 |
| 12 |  |
T型槽刀具,由于此类刀具尺寸较大,一般都用手动工具磨床依靠工人技术修磨。轮廓有特殊要求的可以用数控工具磨床修磨。 |
| 13 | 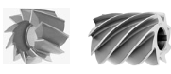 |
空心的端铣刀(可磨端刃和侧刃),由于此类刀具尺寸较大,用手动工具磨床借助工装修磨。 |
| 14 | 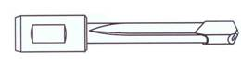 |
枪钻,配备枪钻专用卡具在手动工具磨床PP-50上磨出来。也可以在BT-150D上用数控程序磨出来。 |
| 15 |  |
盘形铣刀或三面刃刀具,还包括带轮廓的盘铣刀。用加装工件数控旋转轴的BT-150D一次装卡就可以磨削出来,很好地保证了刀具的精度。 |
| 16 |  |
齿轮滚刀(含直槽和螺旋槽),可用加装数控系统的手动工具磨床6025来磨削来磨削此类刀具(仅限直槽齿轮滚刀)。 |
| 17 |  |
金刚石(PCD)或立方氮化硼(PCBN)刀片,用金刚石工具磨床BT-150或者BT-150J等手动设备,借助工人的技术和经验来磨削这类刀具。 |
| 18 |  |
硬质合金非标刀片,包括轮廓刀片,可由CAD绘制刀片轮廓,用BT-150D三轴数控刀片磨床加工;还可以承接用本公司开发的周边磨床来大批量磨削合金刀片。 |